Digital Transformation – technological trends for the successful evolution of the automotive industry


New digital technologies such as the Internet of Things, Augmented Reality, Artificial Intelligence, are influencing the direction of the automotive industry and the transformation of traditional business models. The mainstay of the fourth industrial revolution is the network and the Internet, which influence the integration of the different areas – people, machines, and computer systems. The new opportunities associated with Industry 4.0 require companies to adapt to the new environment. In this article, we take a closer look at the current situation in the automotive industry, discuss the challenges it faces and the opportunities offered by digital transformation.
Challenges for the automotive industry
The dominant theme in 2020 was undoubtedly the coronavirus and its impact on the economy, but that’s not all. There are other challenges that the industry faces: the so-called Green Deal, changes in legislation, infrastructure for electromobility, and more. There is increasing talk that we are on the verge of an automotive revolution – the introduction of autonomous transportation. Although autonomous vehicles are still a very futuristic vision for many of us, it seems that the world is moving towards this solution.
Predictive maintenance
The smart vehicle is permanently connected to the Internet. The new generation of machines offers a higher level of communication between the user, manufacturer, and service. Crucially, IoT technology makes it possible to monitor vehicle parameters and, based on this, diagnose its condition.
Data security
A vehicle’s constant connection to the Internet offers many benefits to the user but at the same time can pose a real threat. With so much data gathered from our machines, security must be a top priority for both manufacturers and drivers. In a worst-case scenario, cars can be hacked to extort money, steal, or even cause an accident. The potential consequences of maliciously exploiting security vulnerabilities are a serious concern. Car manufacturers and transportation companies are aware of this problem and seem to take it very seriously. This is evidenced by the significant increase in the employment of cybersecurity experts working to improve security.
BIG DATA
Massive amounts of ever-changing data have a significant value in analytics to provide new and improved user experiences. In the automotive industry, this also leads to improved safety and driver experience, which means better and safer vehicle services. The data availability and possibility to interpret it is crucial, as this is the only way to draw valuable conclusions.
The supply chain
Supply chains for the automotive sector are one of the most complex processes. Changes in this area are dynamic and some manufacturers still seem unprepared for them. Breakthrough trends regarding the use of new technologies in the industry are also affecting the supply chain, from its structure to the delivery process. One of the dominant determinants is the cost of the improvement – this aspect is considered in pretty much every company.
Reducing the time-to-market for a new product.
The time-based strategy has become a competitive factor for many industries today. With increasing pressure to source high-quality products (at the lowest cost and in the shortest time possible, of course), manufacturers are looking for solutions and tools to streamline the processes and leverage product innovation.
Digital transformation

Experts foresee that technologies like IoT, PLM, AR and AI, will drive future investments. It is expected that automotive companies’ spendings on IT will increase to more than $168 billion by 2025. A majority of global businesses in the industry face similar issues: they are constrained by outdated system silos that are difficult and expensive to customize, integrate and upgrade.
Source: https://ww2.frost.com/research/visionary-innovation/mega-trends/future-mobility/
PLM as the foundation for digital transformation
Digital transformation trends are driving companies across all industries to focus on developing the next generation of smart products and factories. Organizations thus face challenges in structuring teamwork across multidisciplinary, geographically dispersed teams. Companies are being persuaded to take an integrated approach to the design. They are looking to increase collaboration between teams made up of experts from different disciplines, such as mechanics, mechatronics, automation, and software development.
New tasks for PLM systems
The scope of PLM solutions has broadened. From the traditional focus on design and process building, it has evolved into a tool for integrated data management in product development and collaboration within distributed teams. With PLM, it is possible to track the entire product lifecycle: from concept creation to end-of-life. The ability to integrate with CAD and enterprise applications such as MES, ERP, CRM, SCM, and others is a key differentiator of PLM systems. It is also a feature that helps organizations unify product data and processes across all domains and locations.
The increasing importance of PLM systems in the automotive industry
In recent years, PLM investments in the automotive sector have increased. Due to the particularly complex product development cycle and the influence of new trends, PLM systems are certainly evolving. Companies cannot limit themselves to just implementing OOTB solutions. Considering that the PLM software implementation requires financial investment, it makes sense to validate if the tool really brings tangible benefits and effectively improves the most important aspects of the company’s work.
Better tools mean a better product.
Accelerate vehicle development processes, shorten time-to-market for finished products, and reduce operating costs while complying with increasing regulatory requirements. To achieve this, all elements must be connected – from design and manufacturing processes to quality assurance and change management. The growing number and complexity of processes drive the continuous evolution of PLM software and the need to adapt it to new products.
PLM within DevOps
The process of software development is becoming more and more complex and difficult to control. To achieve the best results, it is recommended to run PLM solutions in agile environments, combining the DevOps model with CI/CD. These efforts lead to streamlining production processes and getting finished products to market even faster.
PLM in the Cloud
Transferring data to the cloud offers entirely new opportunities for information analysis, remote diagnostics and managing equipment operations via the Internet. The efficiency and flexibility of a cloud-based PLM solution enable manufacturers to reduce the time needed to develop and manage new products.

More information about Product Lifecycle Management in the cloud it can be found in the following section:

PLM vs. other technologies
PLM vendors have also made significant strides in integrating new technologies that can benefit product development processes into their solutions. A visible and growing trend is the implementation of mergers, acquisitions, and partnership strategies with other technologies, enabling the implementation of new technologies such as incremental manufacturing, virtual reality (VR), and augmented reality (AR).
Integrating PLM with IoT- Connected PLM
The integration of PLM solutions with IoT platforms is a complementary trend that provides the technical capability to implement full closed-loop PLM. The specificity of IoT solutions is becoming a key differentiator of the Smart Manufacturing and Industry 4.0 era.
ALM (Application Lifecycle Management)
ALM software was developed to address many changes in application lifecycle management and associated ever-changing product requirements. As electronics manufacturers rely more and more on software to add new features, ALM software takes over the management of complexity not only in software but also in hardware development, which is subject to the PLM environment. Therefore, the need to integrate PLM and ALM environments becomes a real challenge. Connecting PLM, ALM, and IoT applications enable faster decision making, improves change management and data integrity.
How to build effective traceability?
Different technologies bring a considerable amount of new complexities. To process, deliver and store them you need data. But where to get it from? How to ensure its quality? And how to represent that this data is „understood” by different technologies?
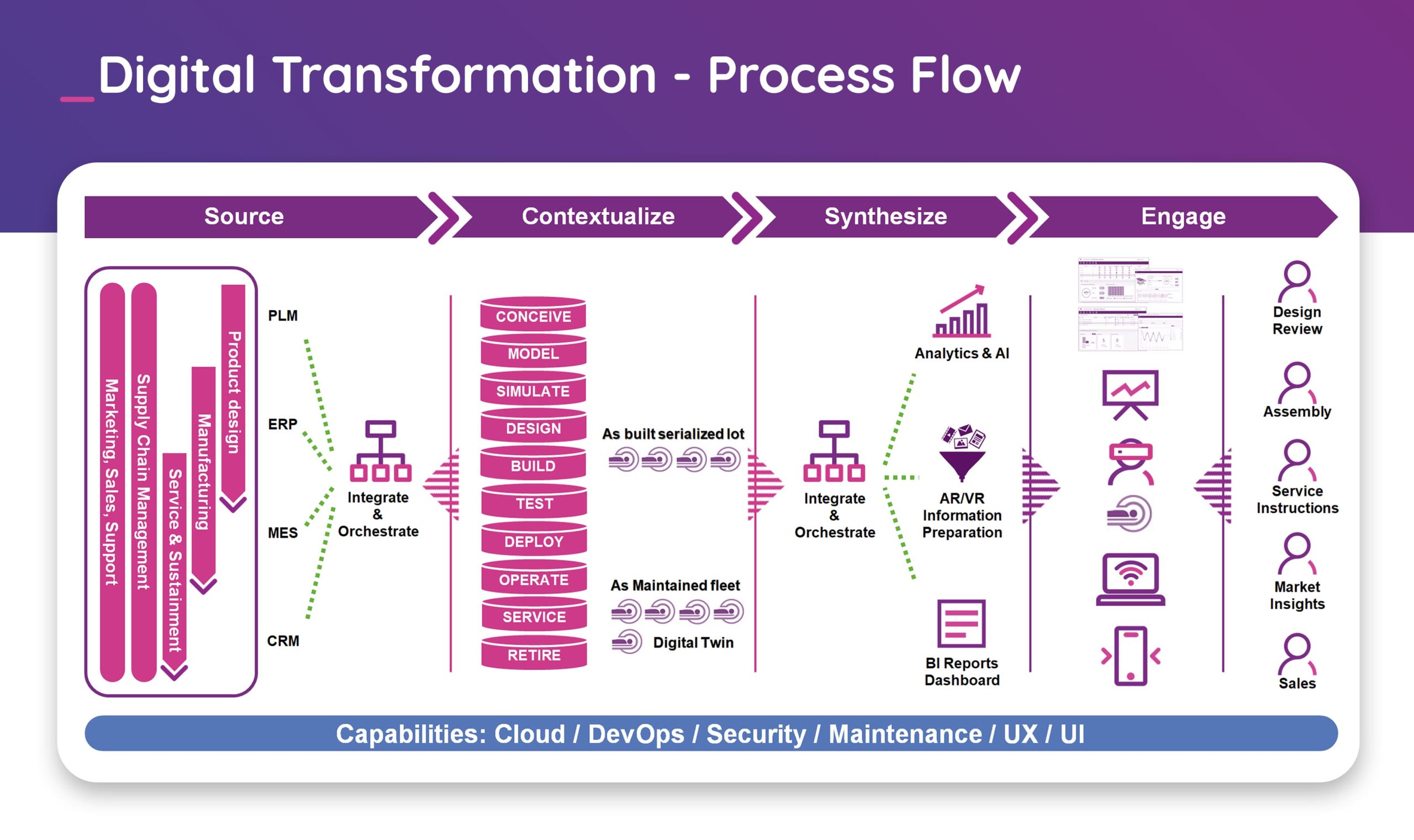
This is one of the central, current problems in the entire industry. Historically grown system landscapes are becoming larger, more complex, and more difficult to administer. What is needed here is a deep understanding of the interrelationships between the technologies and the related processes. The following illustration shows this interaction.

Here Transition Technologies PSC, as a digital orchestrator can create digital threads along the individual information silos (data sources) and homogenize the data so that the desired added values along the supply chain can also be visible to the companies. Sources such as MES, ERP, or CRM systems provide data that is orchestrated and placed in context with the individual product development steps. This forms the basis for the usability of the right data packages for the specific user interfaces from the different business areas, such as business intelligence information, the provision of XReality representation, or e.g. dashboard representations in the area of general analytics. Only after this step, the data streams are made available to the actual users on different mobile devices, such as tablets, laptops, virtual reality devices, or others. Therefore the upstream process flow ensures that the quantity and quality of the required information are exactly what the user needs.
The introduction of Industry 4.0 approaches alone does not create added value for the process! Through the deep understanding of the technologies and associated experience on how these can lead to the business value, TT PSC in the past years has become a digital orchestrator. Recent development in our customer relationships confirms that especially in the area of Connected PLM, aimed at combining product lifecycle management with the Internet of Things, it is becoming more and more in focus.
Internet of Things and BIG DATA in the automotive industry
The IoT (Internet Of Things) helps to transform production lines into smart lines by using monitoring and prediction based on machine learning. This improves the understanding of the processes that take place on the shop floor while helping with automation, which is key to increasing the production quality and speed. Data collected continuously, without employee monitoring, allows you to transform your product and bring innovation to your production lines.
Advantages of the Internet of Things in production
Many manufacturers collect huge amounts of data, but when unstructured, it has no value. Turning data into value improves product quality, reduces waste, automates processes, makes it easier to deploy workers, and increases the productivity of entire factories. For large companies, even a seemingly small increase can yield enormous benefits. The undeniable advantage of IoT flexibility is that it enables building predictive models and data analysis on individual lines, which can be extended to the entire factory after the validation phase.
Internet of Things in the factory
Machines and devices are equipped with sensors and interfaces that enable them to read data and send it to the IoT platform, which continuously analyzes it and draws conclusions. The automation resulting from the collected information is the key to optimizing production and processes. Optimal factory operation leads to a real reduction in maintenance costs and an increase in profit. Every minute a factory is idle due to a fault costs an average of $50,000. The key element that introduces IoT and changes the rules of the game in favor of manufacturers is Predictive Maintenance.
Predictive Maintenance is the key to performance.
Today, only 20% of factory downtime is planned. The remaining 80% involves redundant costs that can be reduced. Predicting outages can also diagnose the root cause of the problem, allowing companies to prevent future outages by finding out what contributed to the last one. In addition, the IoT enables a more precise location of the failure source, which has a significant impact on the speed of repair. Downtime and necessary machine maintenance can affect the throughput of production lines. Advanced predictive methods, including machine learning and working with large amounts of data, make it possible to identify errors in the production process and shortcomings in manufactured products or to influence real profits by looking at the big picture.
Data-driven decisions
Another significant indicator is the number of products that have left the factory in comparison to the maximum number in an optimally functioning factory. IoT can be used to analyze this indicator by monitoring the production and work patterns of individual machines, the accuracy of material processing (reducing manufacturing errors), the availability of personnel, and analyzing other statistics that affect the optimization of the entire factory. The automotive industry is taking advantage of data analytics from the IoT to drive strategic change across entire companies to create better, more efficient, more cost-effective, and most importantly, more customized products.
IoT in the service of user experience
The impact of IoT in the automotive industry does not end when the product leaves the factory. A very important aspect is the overall experience for the end-user. Drivers use the same products in different ways, and telemetry data helps improve the „user experience.” By collecting information about product usage, companies can tailor the product to customer expectations. Such a large amount of data requires proper analysis. The IoT’s large-scale Big Data storage and analytics solutions make it possible to more accurately pinpoint potential problems in products already in use. This unique approach to the product lifecycle contributes to higher user satisfaction, which translates into profits.
AR in Automotive

Designing a car is the most critical process in the industry. The success or failure of a product largely depends on its design, which includes both internal and external components. Currently, car parts are drawn and designed by a designer by hand or on a digital device. Prototypes are then created to test the performance of individual components and the entire vehicle under real-world conditions. The process is often lengthy and requires a large investment – multiple components must be tested to determine the most appropriate one.
Support in the project phase
The impact of AR can simplify the design process by eliminating the prototyping phase and greatly simplifying design review, which consists of joint meetings with domain experts to discuss designed products, components, or solutions. AR also allows engineers and designers to digitally visualize the designed components to determine how they will look in an actual part of the final product.
Virtual instructions
AR enables the creation of all kinds of digital instructions. For example, to assist production workers or to present step-by-step instructions for assembling a component from different parts. Such instructions can include instructional videos, technical drawings, schemes, and an indication of required material quantities or specific tools to perform a particular step. The use of this technology offers the possibility of overlaying 3D models of materials or parts with animations showing how they should be assembled in the assembled product. Such instructions can be presented on voice-activated, head-mounted devices, giving workers complete freedom of movement and increasing their work efficiency.
Production equipment maintenance
Similar digital instructions are used to repair a component or correct a fault. This is especially useful for fixing very rare faults. It is impossible to train employees for all possible scenarios, but it is possible to greatly reduce the time needed to reach the appropriate instruction and speed up the step-by-step execution without the fear that any part of it will be overlooked. Authorized service centers are already implementing programs to digitize their current knowledge for flexible use by other applications, including augmented reality applications.
Remote consultation with an expert
During training, components assembly on the assembly line, or everyday service repairs, situations can arise that are not foreseen in digital manuals. The solution then is an AR-supported application that enables audio/video conversation with an expert. The person in need of help transmits an image from a mobile device’s camera, and the expert can learn everything about the defect or even „see” the problem through the caller’s eyes. Moreover, image processing algorithms allow the expert to attach additional information to the transmitted and shared image. Tags or text messages get „attached” to real objects, which greatly facilitates communication and explanation of what to do and how to do it. AR ensures greater and easier access to expert knowledge while reducing the need to travel, which leads to savings and has a positive impact on the environment.
Quality control
Augmented reality can also support the components or product quality control process. For example, elements to be inspected can be displayed in an augmented reality-based application and indicated with a digital marker or marked with a color on the actual component. The image can be enriched with information about tolerances or reference images showing the correct and defective condition. The whole thing can significantly speed up and systematize quality control processes and provide data on the frequency and type of defects detected.
How can complex software projects be implemented into the company without any breaks?
Understanding the technologies, how they develop their full power, and what impact they have on the company is not the only component of a successful digital transformation. The question of how the usually complex IT projects can be successfully initiated and successfully handled is equally important.
The agile project management approach, which has crystallized as valuable over many years within our customer relationships, counters the complexity of the project content on several levels. The advantage of agile, iterative project management is that the complexities and requirements of IT projects and their success can be broken down into small use cases without jeopardizing the overall project success. The approach implies close, productive collaboration between suppliers and the client. Initiating the first project phase in partnership offers advantages on many levels. The cooperation of both parties creates almost 100% transparency regarding the individual, planned work packages for the productive project. Accordingly, not only the supplier has to define the estimations regarding the project goal but needs to closely coordinate them with the customer and have them accepted.
The following illustration shows how a common definition from the vision/epics to the individual user stories and implementation tasks should look at the end of the phase. The central and most important point here is a precise, structured definition of the project scope:

To sum up
The world of new technologies is significantly influencing our lives and shaping the new reality. Ideas, that until recently seemed to be taken from movies or futuristic literature, are gradually coming to life. The example of the automotive industry shows how much this sector has benefited from the implementation of technologies such as PLM, cloud, IoT, or AR, which is especially important in the context of constantly changing market trends.
Digital transformation creates a new standard for both production and the end product itself, further influencing the end-user experience. The higher the number of digitization initiatives launched within a company, the more often problems arise in the handling applications that are usually separated from each other. ERP, MES, CRM, PLM, ALM, IoT, and other technology modules, create ever-growing process and data silos, which significantly increases the susceptibility to errors in certain process steps. The task here is to establish so-called platform approaches. Platform in this context means that there must be a central application on which all these systems can be hosted, controlled, managed, and interconnected. On the one hand, this can save a considerable amount of operational expenses, as there is no longer any time-consuming troubleshooting. It leads to a huge opportunity for optimization initiatives by considering the entire infrastructure.
TT PSC’s role in digital transformation.
A core element of TT PSC’s business DNA is its ability to orchestrate and scale leading technologies. Over the past decades, the company has been able to build up a vast experience and best practices and has transformed from a software developer to a global integrator and digital orchestrator of so-called digital threads. This enables us to advise customers across different vendors and to share our experience.
Single-source delivery of complex projects for companies. How does it work?
Due to the many contact points between different disciplines around the actual IT project, such as software licenses, the use of mobile devices in conjunction with certain software (e.g.: Data glasses for AR), cloud provider decisions, or supply chain areas adjacent to the use cases such as MES or ERP, holistic approaches and strong partnership networking with other companies are required. This creates an advantage for the end customer and the company that gets comprehensive consulting and delivery services from one source across the entire digital supply chain.
TT PSC can rely on an extensive, proven, and professional partner network with deep knowledge in their respective areas. TT PSC is a trustworthy partner who will advise you, help you build a strategy, and execute it. Please do not hesitate to contact us if we can provide further information on this matter.