_Energy Advisor for Manufacturing – energy savings for industry
author
Transition Technologies PSC
15 November 2022
Reading time: 9 minutes
Energy consumption bills have been a major focus in virtually all areas of industry for many years, and the current global situation is a factor driving up demand for solutions that make it easier to monitor energy consumption or save energy.
In an industrial environment, where the cost of utilities has always been one of the main business drivers, the latest twists and turns in the global economy: inflation, natural resources supply challenges and the threat of fluctuating and unpredictable increases in energy costs – are arguably the most important economic factors these days.
Source: McKinsey The Digital Utility: new challenges, capabilities, and opportunities
As long as you can trust the machinery’s output, the stable supply chain and production cycle, the staff’s reliability and their experience – achieving operational excellence is difficult. The truth is that everything around the production process is, after all, closely related to utilities.
As someone said, “trust is good, control is better”, but you can’t control what you can’t see. For this reason, being more aware and predictable starts with being well-equipped. That’s why it’s becoming so important to have a tool that allows you to collect, monitor and analyze data holistically.
Ways of monitoring utility consumption have changed in recent years. With the development of software technology and the digitalization of data sources, they tend to be increasingly automated and precise. Companies have leveraged the process of collecting data, processing it and analyzing it. As a result, they can better manage energy, minimize costs or streamline processes.
Energy management solutions can provide various realistic measurements of the unified cost of utilities per ton of material produced. The solution we developed helps not only measure energy costs, but also predict them (based on historical data, current costs of energy from suppliers). We have developed a similar platform at one of our FMCG clients with factories in several European countries.
Customer challenges and needs
Ever-increasing inflation is putting great pressure on energy costs, the monitoring of which has become crucial for customers. Given the global situation, reliable access to energy is a basic requirement that determines the profitability of any company and in any industry. Until now, however, it has been virtually impossible to monitor energy consumption in real time. For this reason, it has become a major challenge for companies (including our client) to create a suitable platform for monitoring data, as well as collecting it so that it can be analyzed in detail later.
Companies are increasingly trying not only to optimize energy costs, but also to perform in accordance with the requirements imposed by sustainability. The industry is increasingly aware of the change being imposed by political action on the one hand, and on the other – by consumers themselves, who verify that the product has been produced in accordance with the concept of sustainability. Often declaring their willingness to pay a higher price for the product. For this reason, solutions that minimize or inhibit utilities consumption and protect natural environment are becoming a focal point among large industrial companies. To learn more about this topic, read our interview on Green PLM: https://ttpsc.com/en/blog/green-plm-the-newest-way-to-sustainable-products/
Current challenging economical processes and trends for industrial customers:
-Energy prices will continue to increase as demand continues to grow and supply is impacted by the energy transition, as well as by geographical and political factors.
-Additionally, this will be critical, as demand for renewable energy is likely to outstrip supply due to development constraints and the intermittent nature of the assets.
-Energy optimization algorithms now must be enhanced by environmental sustainability factors, alongside cost and operational needs.
-Managing energy costs will require a willingness to secure energy contracts and invest in new energy technologies.
– Reliable energy availability is a fundamental requirement that determines the viability of every business in every industry. Many enterprises are not yet fully aware of how vulnerable they are to the volatility energy prices and availability.
– Enterprises must balance decarbonization with increased energy risk. Poor energy management can significantly impact affordability, availability and acceptability of energy supplies.
Energy Advisor for Manufacturing as a solution
It is worth mentioning that many vendors offer tools for monitoring energy consumption, but none of them directly compare this data with pure production data. For a customer, typical information about high consumption by a given production point is not substantial enough to make a difference (such data can be expected from standard suppliers). Only by comparing this information with the production report is the customer able to assess whether the level of energy consumption is acceptable. So easily monitoring and generating such data has become another challenge for the customer.
In addition, we should note that the implementation of process changes to optimize energy costs involves process analysis, which is very difficult without a dedicated reporting system (even with utility monitoring systems, production monitoring, manual collection of data is complicated).
TT PSC’s goal was to prepare a solution that would be tailored to the client’s challenges and needs. An application was created to monitor and analyze the most important functions and to calculate such data as: feeding metering data to the corresponding digital twin, as well as totalizing services and calculating defined intensities and utility consumption. The system provides proven, stable and customer-critical data and calculates total media consumption per quantiny of the final product. All this information is provided in the form of a friendly, flexible and easily scalable user interface with:
– main dashboard with a time bar for selecting predefined time periods;
– production visualization for the selected period showing production details and total production of each product for the selected period;
– the type of utilities used (energy, water, electricity, gas, compressed air, steam, humidity, HVAC) along with the calculation of their efficiency factor;
The Energy Advisor solution is to be initially piloted at one customer’s plant for optimization, but the application architecture is ready to be rolled out to additional plants with minimal changes.
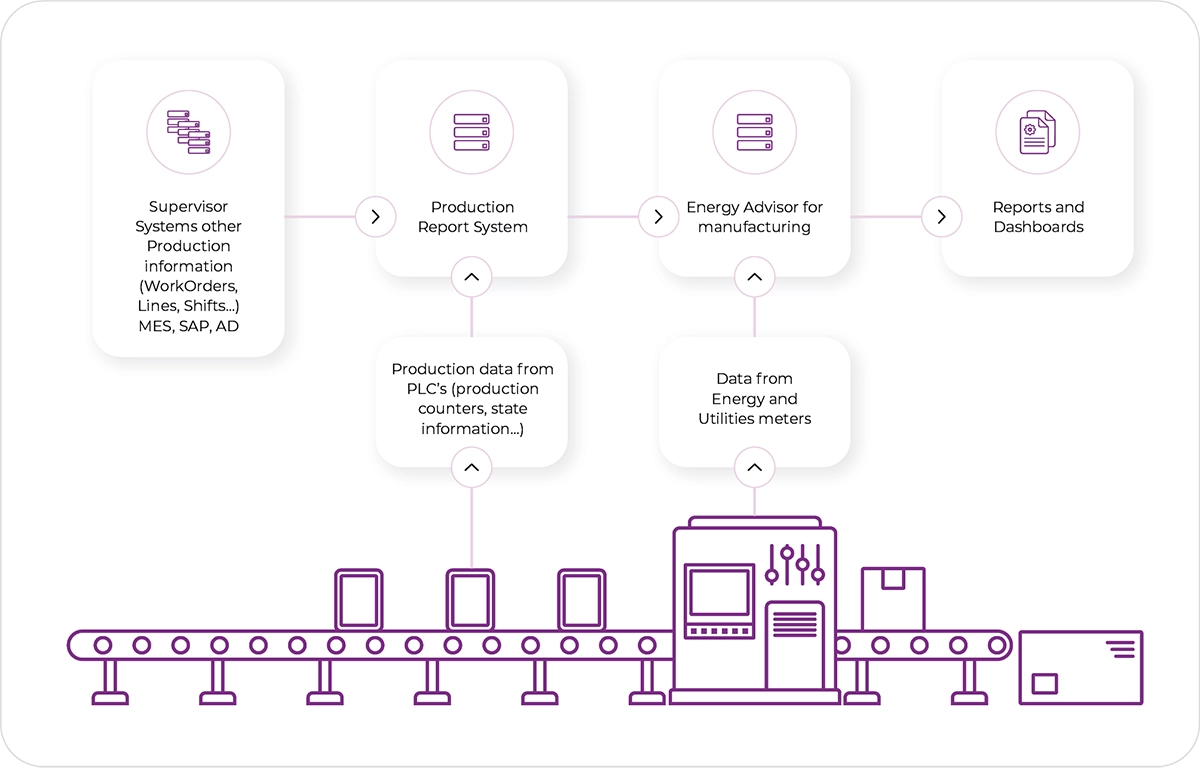
Energy Advisor for Manufacturing Architecture
Energy Advisor for Manufacturing Features
The solution is designed to enable customers not only to monitor or manage energy, but above all to be an open solution that can be customized to meet specific and individual customer needs. For this reason, the solution provides a variety of adjustments and functions.
A customer who has decided to implement Energy Advisor for Manufacturing can expect:
– That all utilities and measuring devices will be merged into one stable and efficient system;
– That all parameters and measurements will be unified and available in dynamic real-time mode;
– Access to historical as well as real-time data from various sources (PLC, Historian, DataLake, MES, ERP), the ability to build statistics, trends and apply advanced analytics and predictive models.
– Ability to spot waste at points of use and optimize utilities
– Ability to avoid over-consumption and higher utility rates
– Ability to adjust production to reduce costs and maintain flexibility
– Ability to calculate the cost of each production line, machine and product
– Ability to simulate future costs and utility consumption
– Ability to find correlation between machine incident and media consumption
In addition, in real time, the user of the system gets a convenient tool for setting and tracking the most important parameters in real time. It’s possible to:
– abstract layer to communicate with historical production database to read raw historical values and record calculation results,
– set alarm thresholds and compare with measurements,
– export all data to csv files,
– format and trigger email alert notifications,
– and many others, according to customer requirements.
Customer benefits from Energy Advisor for Manufacturing
The implementation of the Energy Advisor for Manufacturing is arguably the most energy-efficient investment a company can make.
Energy Advisor for Manufacturing may not reduce your energy consumption, but it provides you with all the necessary tools to better understand and manage your energy expenditures. It provides an intelligent analytical report that puts all the data from your building into perspective and allows you to make smarter, faster and data-driven decisions.
In addition, customers who decide to implement that solution in their factories can count on the following benefits:
– Lower total production cost which allows imposing a higher margin to be.
– Lower utility costs – identify utility prices faster and use the cheapest tariffs; produce products at a lower cost.
– Identify “expensive” products; Optimize the product design process through cost identification.
– Pay less for HVAC – use AC or Heating system only if necessary.
– Improve media usage efficiency – find gaps to upgrade your equipment.
– Anomaly detection: the advantage of detecting and alleviating anomalies in consumption.
– Lower human effort with digital data & dashboards.
– Be visible in the market and recognized by environmentally oriented customers.
– Get a detailed historical comparison analysis as well as optimization points.
– Agile adaptation of production processes to periods of reduced power.
– Maximize energy efficiency by using analytical models to integrate production data with energy usage.
In which areas does Energy Advisor for Manufacturing support the industries?
The Energy Advisor for Manufacturing is becoming a way to support industry in optimizing energy costs, but not limited to that. The solution we offer can support customers in several areas:
– Proactive management of energy consumption and costs: identification of opportunities for operational energy savings, better use of materials and improved product design process.
– Securing energy supply against physical and cyber security threats. Evaluate business continuity plans and explore potential for independent power generation. Electricity blackouts affect mainly industry.
– Tracking energy markets: Track energy prices in markets from which key commodities are sourced. Use future energy prices as an early warning of changing commodity costs.
– Reducing energy demand: Strategically invest in energy-saving opportunities during operations, paying special attention to operational heat loss, chilled water and compressed air.
– Expanding your offerings: Broaden your product range to include energy-efficient products.
– Unlocking energy management activities. Focus on management and internal investment in people and processes.
Lesson Learned Explained: Implementing a Continuous Innovation Program in the Defense Sector
In the fast-paced aviation and defense industry, one of our clients faced a key challenge: how to accelerate the adoption of modern technologies and maintain competitiveness. The solution? Implementing a Continuous Innovation Program as the foundation of a new business model. A crucial aspect of this program was the continuous testing of state-of-the-art technologies to bring increasingly innovative products to market.
Lesson Learned Explained: Advanced Digital Manufacturing, AR/VR, and HoloLens in the Pharmaceutical Industry
A pharmaceutical company aimed to enhance its innovation by actively testing modern technologies. A key challenge was skillfully and effectively integrating technological innovations into the production area so that data could be collected and analyzed in real-time. The company wanted to show that it is in the "close peloton" of digitalization of production, thereby increasing its market competitiveness.
Lesson Learned Explained: Systems Integration and Data Modeling for Improved Semiconductor Manufacturing
A company in the electronics industry specializing in semiconductor manufacturing set a major goal to make improvements that positively affect the quality of final products. A key element was to monitor and identify correlations that would predict the satisfactory quality of products coming off the production line. This was done using data from machines and quality control stations, which was then subjected to in-depth analysis. This enabled the company to better understand which factors affect the quality of their products.
Lesson Learned Explained: Improving monitoring, production stability, and product quality in the automotive industry
An automotive company needed a solution to monitor production to improve the quality of final products. The key element was identifying issues by analyzing quality data correlated with production data. Special attention was given to the casting and cooling zones, where product quality was particularly variable.
Lesson Learned Explained: Data visualization in components manufacturing for automatics
A global company in the electrical accessories manufacturing industry used in automation faced the challenge of improving key performance indicators (KPIs), particularly increasing the availability and efficiency of production cells. Each workstation involved multiple stages of assembly and production across various positions and locations, requiring a coordinated approach to managing work, materials, and proper planning.
Lesson Learned Explained: Digitalization of reporting processes in the glass packaging manufacturing industry
A client, a leader in the glass packaging manufacturing sector, identified the need to implement an integrated production data management system to replace outdated, manual reporting methods.
Lesson Learned Explained: Improving KPIs in the FMCG Industry through automation and data analysis on semi-automated production lines
Introduction In the highly competitive food and beverage industry, achieving optimal Key Performance Indicators (KPIs) such as availability, performance, and quality is essential for maximizing operational efficiency and profitability. A client operating semi-automated production lines was experiencing persistent underperformance in these KPIs. To address this issue, the company required a robust and precise data-driven approach […]
Lesson Learned Explained: how proper data collection and storage proved crucial in predictive maintenance
In the aerospace and defense industry, which is characterized by particularly high requirements for precision and reliability, key performance indicators in maintenance, failure prediction or machine condition monitoring, are crucial.
Industry 4.0 in the context of manufacturing companies
Industry 4.0, also referred to as the fourth industrial revolution, is a concept encompassing a complex process of technological and organizational transformation of companies, which began in 2013.
OEE: is your company stuck in a manipulation trap?
If you think OEE has no secrets to you and your plant maintain highest OEE results… think again. Harsh truth is that most manufacturing plants’ OEE land somewhere between 35 and 43%. They just don’t know about that.